Since our founding in 1978, ASSOMA has emerged as a leading name among magnetic drive pump manufacturer. Our commitment to customer-oriented innovation, quality, and exceptional service has made us a Hidden Champion in Taiwan’s magnetic drive pump industry.
At ASSOMA, we specialize in a wide range of mag drive pumps designed to meet the diverse needs of industries such as chemical processing, water treatment, energy, and the PCB industry. Explore our main product range here.
Award-Winning Innovation: Recipient of the 1st, 8th, and 21st Taiwan SMEs Innovation Award by the Ministry of Economic Affairs, Small and Medium Enterprise Administration.
Rising Star Award: Winner of the 18th Rising Star Award.
Global Presence: With over 20 international patents, our mag drive pumps are distributed globally.
Consistent Recognition: Received the D & B Elite SME Award for six consecutive years.
Certified Excellence: Our test laboratory holds ILAC and IAF accreditation based on ISO 17025 standards.
Our Core Competencies:
Product Excellence: We design, manufacture, and market high-quality magnetic drive pumps tailored to handle corrosive, hazardous, and toxic chemicals. Our leak-free pump solutions prioritize both health and environmental safety.
Experienced Team: Our dedicated staff, with an average service experience of over 10 years, work collaboratively to ensure seamless knowledge transfer and innovation.
Value Chain Integration: Our suppliers and distributors are integral to our LEAN production system. Each of our products is built-to-order, ensuring you receive a fresh, customized solution every time.
Our distributors are extensively trained to be mag drive pump experts. As part of the ASSOMA family, they provide unparalleled service and support for our magnetic drive pumps, regardless of the original point of purchase. By partnering with us, you gain access to a network committed to excellence and innovation. Ready to take the next step? Get in touch with us today to explore distributorship opportunities and discover how ASSOMA can help you achieve your business goals.
In the competitive world of material handling, finding a reliable and efficient forklift truck manufacturer is crucial for the success of your business. TAILIFT MATERIAL HANDLING TAIWAN CO., LTD. stands out as a leading forklift manufacturer players in the industry, offering a wide range of high-quality forklift trucks designed to meet the diverse needs of various industries. Ready to become a TAILIFT dealer? Contact us today to learn more about our products and dealer programs. Let’s work together to achieve success in the material handling industry. Start to learn more us from below –
Unmatched Quality and Innovation TAILIFT is committed to delivering forklift trucks that combine robust performance with cutting-edge technology. Our forklifts are engineered to provide superior lifting capabilities, enhanced safety features, and exceptional durability. Whether you need electric, diesel, or LPG forklifts, TAILIFT has a solution tailored to your specific requirements.
Comprehensive Product Range Our extensive product lineup includes:
Electric Forklifts: Ideal for indoor operations, offering zero emissions and low noise levels.
Dealer Support and Training At TAILIFT, we believe in building strong partnerships with our dealers. We provide comprehensive support, including technical training, marketing materials, and after-sales service. Our goal is to ensure that our dealers are well-equipped to offer the best possible service to their customers.
Global Reach and Local Expertise With a strong presence in multiple countries, TAILIFT combines global reach with local expertise. Our dealers benefit from our extensive network, which ensures timely delivery of products and spare parts, as well as prompt technical support.
Sustainability and Environmental Responsibility TAILIFT is committed to sustainability and environmental responsibility. Our electric forklifts are designed to reduce carbon footprints, and we continuously invest in research and development to create eco-friendly products that meet global environmental standards.
In the rapidly evolving world of wireless communication, having reliable and efficient components is crucial. Temwell, a leading RF SAW filter manufacturer and supplier, offers high-quality custom SAW filters designed to meet the specific needs of various applications, including the burgeoning 5G technology.
Temwell’s custom SAW filters are engineered to provide superior performance in signal filtering and frequency selection. Here’s why our SAW filters stand out:
Custom SAW Filter Solutions:
Frequency Range: DC to 6GHz
Bandwidth: 1MHz to 4GHz
Impedance: 50 / 75 ohm
5G SAW Filter:
Designed specifically for 5G applications, our SAW filters ensure low transmission loss and high precision, making them ideal for mobile phones, wireless sensors, and other RF devices.
SAW Bandpass Filter:
Our SAW bandpass filters are perfect for applications requiring narrow bandwidth and low insertion loss, ensuring optimal performance and reliability.
Advanced SAW Filter Design:
Temwell’s SAW filters are known for their small size and high integration, which makes them suitable for compact devices like smartphones and IoT devices.
Applications of Temwell’s RF SAW Filters
Temwell’s SAW filters are versatile and can be used in a variety of applications:
Mobile Phones and Smart Devices: Enhance communication performance and reliability with our high-precision SAW filters.
Routers and Wireless Network Equipment: Ensure high-quality data transmission by filtering out unwanted frequency components.
Bluetooth Devices: Achieve stable and reliable communication with our cost-effective SAW filters.
Wireless Sensors and IoT Devices: Ensure accurate data transmission with our highly integrated SAW filters.
Satellite Communications: Improve the stability and reliability of satellite signals with our advanced SAW filters.
Wireless Remote Control Systems: Maintain signal clarity and stability with our low-loss, high-isolation SAW filters.
Explore our range of SAW filters and discover how Temwell can enhance your wireless communication systems. Contact us today to learn more about our custom SAW filter solutions and how we can help you achieve your goals.
In the competitive world of bubble tea, having high-quality ingredients is crucial for standing out. Sunnysyrup Food Co., Ltd. is a leading bubble tea ingredients supplier, offering a wide range of products including popping boba, concentrated juice, and syrups. In this blog post, we will explore how Sunnysyrup can help elevate your bubble tea business with our premium ingredients and exceptional service.
Why Choose Sunnysyrup?
1. Extensive Range of Products
As a comprehensive bubble tea ingredients supplier, Sunnysyrup offers a diverse range of products to meet all your needs. From popping boba to concentrated juice and syrups, we have everything you need to create delicious and unique bubble tea beverages.
2. High-Quality Ingredients
Quality is at the heart of everything we do. Our concentrated juice and syrups are made from fresh fruits, ensuring a rich and authentic flavor. Our popping boba, known for its bursting texture and delicious juice filling, is a favorite among bubble tea enthusiasts.
3. Customization Options
We understand that every business has unique needs. That’s why we offer OEM/ODM services for our popping boba, concentrated juice syrup, tapioca pearls, flavor drinking powder and other products. Whether you need a specific flavor or a unique formulation, our team is here to help you create the perfect product for your brand.
As a leading popping boba supplier, Sunnysyrup offers a variety of flavors and types to choose from. Our popping boba is known for its strong bursting power and delicious juice filling, making it a popular choice for bubble tea shops around the world.
Our concentrated juice and syrups are made from premium fruit ingredients, providing a refreshing and authentic taste. As one of the top concentrated juice manufacturers, we ensure that our products meet the highest standards of quality and flavor.
Applications Beyond Bubble Tea
Our ingredients are not limited to bubble tea. They can also be used in a variety of other applications, including:
Smoothies and Juices: Our concentrated juices and syrups are perfect for creating delicious smoothies and juices.
Ice Cream and Frozen Yogurt: Add a burst of flavor to your ice cream or frozen yogurt with our popping boba and syrups.
Cocktails and Mocktails: Elevate your beverage menu with our high-quality syrups and juices, perfect for creating unique cocktails and mocktails.
Partner with Sunnysyrup
At Sunnysyrup, we are committed to helping you succeed. Our team of experts is here to provide you with the best products and support to help your business thrive. Contact us today to learn more about our products and how we can help you elevate your bubble tea business.
The article discusses the rising popularity of eco-friendly yarns in the textile industry due to their sustainable production processes and use of environmentally friendly materials. It covers the types of eco-friendly yarns, such as organic cotton, bamboo, hemp, and recycled fibers, highlighting their benefits and sustainable production methods. Additionally, it outlines the diverse applications of sustainable yarns and emphasizes the environmental and ethical reasons for choosing eco-friendly yarns over traditional options.
An increasing number of eco-friendly yarns are gaining popularity as the textile industry moves towards sustainability. These yarns are made from environmentally friendly materials and produced using processes that offer a greener alternative to traditional textiles. Here’s an overview of eco-friendly yarns, their different types, and the reasons behind their growing popularity.
What Are Eco-Friendly Yarns?
Environmentally friendly yarns are made from sustainable materials such as organic cotton, bamboo, hemp, and recycled fibers. Unlike traditional yarns, which often contain synthetic fibers and toxic chemicals, eco-friendly options prioritize the well-being of the planet and its inhabitants. The production of these yarns usually involves less water, fewer chemicals, and generates lower carbon emissions, making them a more environmentally responsible choice.
How Eco-Friendly Yarns Are Made
Eco-friendly fibres are made using sustainable practices and materials, often incorporating recycled fibers, organic materials, or fibers derived from renewable sources.
Main Types of Sustainable Yarns
Organic Cotton: Grown without synthetic pesticides or fertilizers, organic cotton helps reduce environmental impact while providing soft and breathable fabric.
Bamboo Yarn: Bamboo is a fast-growing plant that requires minimal resources. The resulting yarn is soft, breathable, and has natural antibacterial properties.
Hemp Yarn: Hemp is a highly sustainable crop that needs little water and no pesticides. Hemp yarn is durable and strong, making it ideal for various applications.
Recycled Fibers: These yarns are made from post-consumer waste, such as plastic bottles or discarded textiles. Using recycled materials helps reduce landfill waste and lowers the demand for virgin resources.
Tencel and Modal: These fibers are derived from sustainably sourced wood pulp and are produced in a closed-loop process that minimizes waste. They are soft, breathable, and biodegradable.
Eco-friendly yarns offer incredible versatility and can be utilized in numerous applications. Ranging from fashion to home textiles, these sustainable yarns deliver the durability and quality essential for everyday use. They are perfect for outdoor and indoor sportswear, military and industrial uses, healthcare textiles, and outdoor furniture. The potential applications are boundless, and the environmental advantages are significant.
Why Choose Eco-Friendly Yarns?
The textile industry is widely recognized as a significant contributor to environmental pollution. Opting for eco-friendly yarns can contribute to a more sustainable future by reducing carbon footprints, minimizing waste, and promoting the use of renewable resources. Sustainable yarns are often produced under fair labor conditions, ensuring ethical practices throughout the supply chain.
Acelon Chemicals & Fiber Corporation: Leading the Way in Sustainable Yarn
Acelon Chemicals & Fiber Corporation is committed to offering various high-quality sustainable yarns to reduce harm to the earth. Their sustainable yarns focus on both wearing durability and environmental impact. Acelon’s product range includes bio-based nylon yarns, dope-dyed yarns, recycled polyester yarns, and more. Each product is designed to meet the highest standards of sustainability and performance.
Acelon offers a diverse range of eco-friendly yarns tailored to meet different needs:
Bio-Based Nylon Yarn (AceEcobio PA410): Made from renewable resources, offering excellent durability and environmental benefits.
Dope Dyed Yarn (AceColor®): Reduces water pollution and energy consumption during the dyeing process.
Recycled Dope Dyed Color Yarn (AceColor®ECO): Combines the benefits of recycled materials and efficient dyeing processes.
Recycled Polyester Yarn (AceEco™ rPET): Made from post-consumer plastic bottles, providing a sustainable alternative to virgin polyester.
Recycled Nylon Yarn (AceEco™ rNY): Offers the same strength and durability as traditional nylon but with a lower environmental impact.
Conclusion
Choosing eco-friendly yarns is a step towards a more sustainable and ethical textile industry. By opting for materials that reduce environmental impact, we can make a significant difference. Acelon Chemicals & Fiber Corporation is dedicated to providing high-quality, sustainable yarns that meet the needs of various industries while promoting environmental stewardship.
As a leading automatic paint spray guns manufacturer, RANOX offers a comprehensive range of high-performance automatic paint spray guns tailored to meet the diverse needs of different industries. Whether for liquid coatings or powder coatings, RANOX’s spray guns deliver exceptional performance and fine atomization, ensuring superior surface quality. These spray guns not only reduce maintenance and cleaning requirements but also enhance productivity and save paint.
Introduction to Automatic Paint Spray Guns Automatic paint spray guns are precision tools used to automate coating, painting, or finishing processes in various industrial applications. Their primary purpose is to apply coatings, paints, adhesives, or other liquid materials to surfaces accurately and uniformly, ensuring efficient and consistent results. These spray guns are equipped with advanced technology and features that control spray patterns, fluid flow rates, and atomization to achieve precise and repeatable results.
Compared to manual spray guns, automatic spray guns offer significant automation advantages, saving time and labor. They also provide consistency in spray quality and reduce the possibility of manual errors, making them ideal for more effective and efficient work.
Why Choose RANOX? RANOX is a renowned name in the field of industrial coating equipment, with extensive experience in the production of automatic paint spray guns. Here are a few reasons why RANOX stands out:
Precision and Efficiency: RANOX’s automatic paint spray guns are engineered for optimal performance, delivering consistent spray quality. This results in high-quality finishes with efficient material transfer, ensuring minimal wastage and maximum productivity.
-Ergonomic Design: Prioritizing user comfort and usability, RANOX’s automated spray guns feature an ergonomic design that minimizes operator fatigue. Their compact footprint and reduced weight enhance maneuverability and operator efficiency, ensuring a more comfortable and productive work experience.
-Uniform Spraying: Designed to achieve uniform coatings, RANOX’s equipment minimizes overspray, creating a cleaner working environment. This ensures impeccable finishes on various projects, enhancing overall efficiency and reducing material consumption.
-Versatility: RANOX’s automatic spray guns are engineered for optimal performance, delivering consistent spray quality. This results in high-quality finishes with efficient material transfer, ensuring minimal wastage and maximum productivity.
At RANOX, we understand that every industrial application has unique requirements. As an OEM automatic spray paint gun manufacturer, we offer customized solutions to meet your specific needs, ensuring that you achieve the best possible results in your projects. Ready to elevate your painting and coating processes? Explore our OEM Services to discover how RANOX can meet your industrial coating needs, or contact us today!
SUCOOT CO., LTD. proudly presents its high-tensile, galvanized steel Base Beam and Soldier Beam, an essential component in modern construction formwork soldier beam systems. Designed for outstanding durability and reusability, the Base Beam is a versatile soldier beam that serves as a primary or secondary bearer, adapting seamlessly to various project needs
Key Advantages and Features:
Durability and Reusability: Made from high-tensile steel and treated with hot-dip galvanization, our Soldier Beam guarantees exceptional longevity and can be reused across multiple projects.
Versatility: The Base Beam’s lightweight design and adaptability make it suitable for a wide range of applications, including columns, walls, beams, slabs, and bridges.
Adjustability: The beam is compatible with standard accessories and Ring Lock Scaffolding, enabling the formation of diverse formwork systems. This adjustability reduces labor costs and assembly time, enhancing project efficiency.
Professional Support: Our PhD-level engineering team provides comprehensive design and technical calculations, ensuring effective and efficient solutions tailored to your specific project requirements
Applications:
The SUCOOT Soldier Beam is ideal for various construction domains, such as:
Commercial and Residential Building Construction: Perfect for forming robust structures like columns, walls, and slabs.
Infrastructure Projects: Suitable for bridges, culverts, and other large-scale infrastructure developments.
Industrial Facilities: Adaptable for use in high-tech factories and power plants.
Public Utilities: Excellent for water towers and other essential public utility structures
Specifications:
Material: JIS SM490A high-tensile steel
Dimensions: 200mm x 161mm x t3.2mm
Lengths: Available in 0.6m, 0.9m, 1.5m, 1.8m, 2.4m, and 3.0m, with custom lengths available in increments of 30cm
Certification: ISO-9001 certified, with thorough material certification, loading and tension tests conducted by third-party professional labs
Choose SUCOOT’s Soldier Beam for a reliable, flexible, and cost-effective solution to your construction formwork needs. With our commitment to quality and technical excellence, you can be confident in the success and durability of your formwork soldier beam system projects. Please feel free to contact our professional engineering team for your projects.
When admiring furniture, intricate designs, and luxurious materials often steal the spotlight. However, nestled beneath the surface lies an essential yet frequently overlooked component – the drawer slide. These unassuming mechanisms silently orchestrate the smooth movement of drawers, transforming them into readily accessible havens for our belongings.
Delving into the World of Drawer Slides
Drawer slides, also known as drawer runners, facilitate effortless drawer movement. They typically consist of two parts: the inner member attached to the drawer and the outer member mounted within the cabinet. As the drawer extends, the inner member glides along the outer member, minimizing friction and ensuring a seamless experience.
A Spectrum of Options: Choosing the Perfect Drawer Slide
The world of drawer slides offers a diverse array of options to cater to various needs and preferences. Here’s a breakdown of some of the most common types:
Ball Bearing Slides: Utilizing ball bearings to reduce friction, these slides deliver smooth and quiet operation. Ideal for frequently used drawers, they come in a variety of weight capacities.
Roller Slides: Offering a cost-effective solution for lighter drawers, roller slides employ rollers to minimize friction. They’re commonly found in kitchen cabinets, bathroom vanities, and office furniture.
Side-Mount Slides: The most common type, these slides are mounted on the sides of the drawer box. They typically provide a full extension for complete access to drawer contents.
Under-Mount Slides: Installed beneath the drawer for a clean aesthetic, these slides often feature soft-close mechanisms for a gentle closing motion. Popular in modern cabinetry and high-end furniture.
Center-Mount Slides: Less common but suitable for lightweight drawers, these slides are positioned in the center of the drawer. They offer easy installation and adjustment, making them ideal for DIY projects.
Heavy-Duty Slides: Designed for industrial applications or heavy furniture, these slides can support significantly more weight than standard slides. They’re prevalent in tool chests, commercial cabinets, and demanding environments.
Soft-Close Slides: Integrating a damping mechanism, these slides slow down the drawer’s closing speed, preventing slamming and reducing noise. They’re increasingly popular in residential and commercial settings.
Applications: Where Drawer Slides Shine
Drawer slides have a far-reaching impact, playing a crucial role in various furniture and cabinetry applications:
Kitchen Cabinets: Smooth-operating drawers are essential for accessing pots, pans, and utensils efficiently.
Office Furniture: File cabinets and desks benefit from drawer slides that support heavy files and supplies while maintaining a professional look.
Bedroom Furniture: Dressers and nightstands require reliable drawer slides for storing clothes and personal items. Soft-close features offer added convenience.
Industrial Applications: Toolboxes, workstations, and storage cabinets in factories and workshops rely on heavy-duty drawer slides to handle tools and equipment safely.
Selecting the Right Slide for the Job
Choosing the appropriate drawer slides is vital for optimal performance and longevity. Here are some key factors to consider:
Weight Capacity: Ensure the slides can comfortably support the weight of the items to be stored in the drawer.
Drawer Size: Measure the drawer’s width and depth to ensure a proper fit. Different slides have varying installation requirements.
Installation Type: Consider your desired aesthetics and functionality – side-mount, under-mount, or center-mount?
Soft-Close Features: If noise reduction and a gentle closing action are priorities, opt for soft-close slides.
Material and Durability: Choose high-quality materials, such as steel or stainless steel, for long-lasting performance, especially in high-use environments.
Conclusion: A Foundation for Functionality
While drawer slides might not be the first thing that comes to mind when it comes to furniture, they are the unsung heroes that significantly enhance functionality and user experience. By understanding the different types and their applications, you can make informed decisions that will lead to smoother, more efficient drawers in your home or workspace. Whether you’re a DIY enthusiast or a professional, investing in quality drawer slides is a step towards creating functional and durable furniture that meets your needs.
Established in 1985, Tai Cheer Industrial Co. is a leading manufacturer of ball-bearing drawer slides in Taiwan. With over 30 years of industry experience, we offer a wide range of high-quality drawer slides, including full extension and light-duty options.
Our four manufacturing plants in central Taiwan are ISO 9001:2015 and ISO 14001:2015 certified, featuring 100 production lines to meet diverse customer needs. Renowned for consistent quality and punctual delivery, we cater to OEM, ODM, and OBM orders, welcoming custom specifications. Contact us for reliable drawer slide solutions.
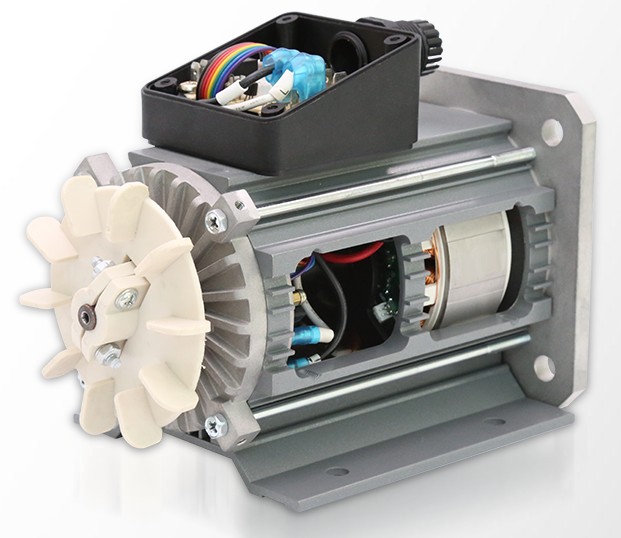
Are you in search of cutting-edge motor technology that promises efficiency, reliability, and customization? Look no further than Yen Shen. As a leader in the development of Brushless DC Motors design,Yen Shen specializes in BLDC motor applications that cater to both industrial and commercial consumer sectors.
Our expertise in BLDC technology has enabled us to create a diverse range of BLDC motor solutions. From treadmill motors to range hood motors, and high-pressure hydraulic machines, our products are designed to meet the highest standards of performance and durability. We pride ourselves on our ability to co-develop with some of the world’s leading brands, ensuring that our solutions are both innovative and practical.
At Yen Shen, we understand the growing demand for environmentally friendly and power-saving products. Our BLDC motor solutions are not only efficient but also intelligent, making them the ideal choice for modern applications. Whether you need a motor for a portable device or a desktop machine, our team is ready to deliver customized solutions that meet your specific needs.
Join the ranks of satisfied clients who have benefited from our advanced BLDC motor technology. Partner with Yen Shen today and experience the future of motor design. For more information, visit our website or contact us today!
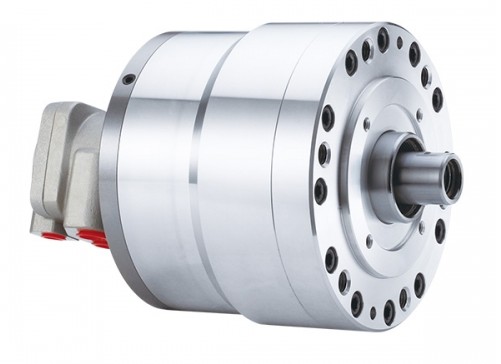
When it comes to enhancing your automation processes, AUTOGRIP MACHINERY CO., LTD. offers top-of-the-line rotary cylinders designed to meet the highest standards of efficiency and reliability. Our rotary cylinders are essential components for automatic clamping configurations, providing the mechanical pull and push needed to power chucks or collet chucks.
Key Features and Advantages
Built-in Check Valve with Self-Locking Mechanism:
Ensures secure workpiece clamping even in case of pressure source failure or pipe damage.
Enhances operational efficiency and safety.
Pressure Relief Valve:
Prevents system overpressure, safeguarding the hydraulic cylinder from damage.
Extends equipment lifespan and improves reliability.
Linear Positioning Sensing System:
Supports full stroke detection, with clamping positions set via Teach-in without manual adjustment.
Enhances clamping precision, reduces downtime for quick setup, and increases operational efficiency and productivity.
We offer a comprehensive range of rotary cylinders, including:
Our rotary cylinders are versatile and can be applied across various industries, including:
Automotive Manufacturing: For precise clamping and machining of automotive components.
Aerospace: Ensuring high precision in the manufacturing of aerospace parts.
General Manufacturing: Suitable for a wide range of machining and clamping applications.
Why Choose AUTOGRIP?
High-Quality Products: We strive to provide products that meet the rigorous demands of our clients.
Innovative Solutions: Our rotary cylinders come with advanced features like built-in check valves and pressure relief systems.
Global Reach: We are looking for agents worldwide to expand our network and provide better service.
Join Us
AUTOGRIP MACHINERY CO., LTD. is committed to delivering excellence. We invite you to explore our range of rotary cylinders and join us as an agent. For more information, contact us today!