
In the rapidly evolving world of polymer processing and plastic manufacturing, the demand for high-quality, consistent, and cost-effective production has never been higher. For procurement managers, factory owners, and process engineers, the choice of machinery isn’t just a technical decision—it’s a strategic one that determines the future competitiveness of the business.
The co-rotating twin-screw extruder stands as the workhorse of the modern compounding industry. Unlike its single-screw predecessors or counter-rotating counterparts, the co-rotating system offers unparalleled mixing capabilities, modular flexibility, and high throughput. However, mastering this technology requires more than just turning a dial; it requires a deep understanding of its principles and optimization techniques.
This guide serves as a comprehensive resource for industry professionals seeking to bridge the gap between technical theory and profitable production.
1. Addressing the Industry’s Core Pain Points
Before diving into the technicalities, it is essential to acknowledge the common frustrations faced by plastic compounding facilities today:
- Inconsistent Product Quality: Variations in color dispersion or mechanical properties lead to high reject rates.
- High Energy Consumption: Rising electricity costs are eating into profit margins.
- Maintenance Downtime: Excessive wear and tear on screws and barrels stop production lines for days.
- Material Versatility Issues: The struggle to switch between different resins (e.g., PP, PE, bio-plastics) without long changeover times.
By understanding the principles of co-rotating twin-screw extrusion, these pain points can be transformed into competitive advantages.
2. Fundamental Principles: Why Co-Rotating?
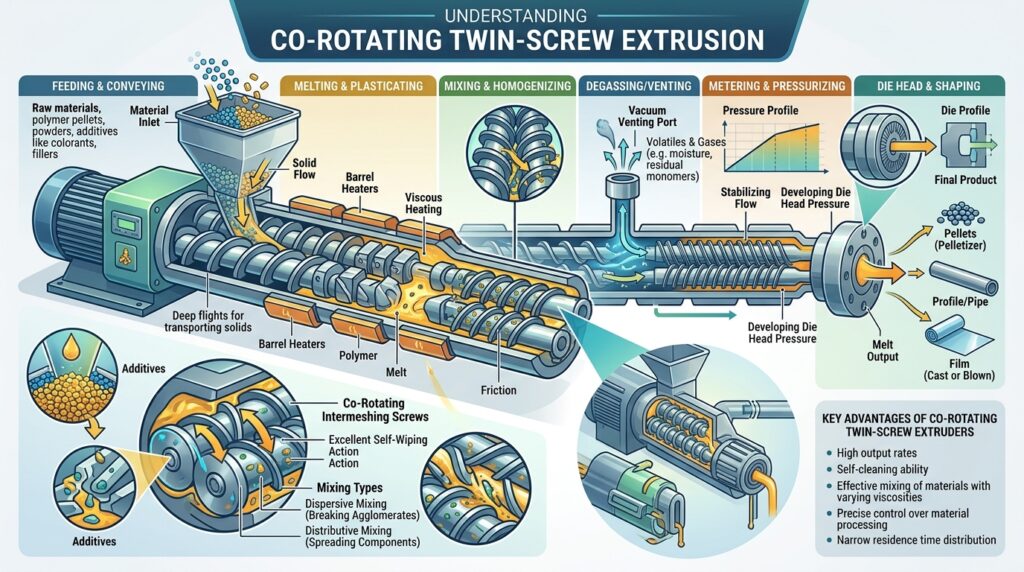
The co-rotating twin-screw extruder features two screws rotating in the same direction within a figure-eight shaped barrel. This configuration is widely preferred for compounding for several key reasons.
The Self-Wiping Effect
One of the most significant advantages of co-rotating screws is the self-wiping action. Because the screws rotate in the same direction, the flight of one screw cleans the channel of the other. This prevents material stagnation, reduces carbonization (degradation), and ensures a narrow Residence Time Distribution (RTD).
Modular Design and Flexibility
Modern extruders utilize a modular design. The screws are not solid pieces but are composed of various elements (conveying, kneading, and mixing blocks) slid onto a splined shaft. This allows engineers to “tune” the screw configuration to the specific needs of the material being processed.
Comparison: Single-Screw vs. Twin-Screw Extrusion
To help procurement teams justify the investment, the following table illustrates the performance differences between these two technologies:
| Feature | Single-Screw Extruder | Co-Rotating Twin-Screw Extruder |
|---|---|---|
| Mixing Capability | Poor (mainly distributive) | Excellent (distributive and dispersive) |
| Feeding | Pressure-dependent | Typically flood-fed or starved-fed |
| Degassing/Venting | Limited | Exceptional (multi-stage venting) |
| Material Versatility | Low | High (compounding, alloys, recycling) |
| Self-Wiping | No | Yes |
| Capital Investment | Lower | Higher |
Table 1: Comparison of processing capabilities between single and twin-screw systems. While the initial cost of twin-screw systems is higher, the ROI is often faster due to efficiency and product quality.
3. Key Components and Their Roles in Optimization
Optimization begins with understanding the anatomy of the machine. Each component plays a vital role in the final output.
The Screw Configuration
The screw profile is the “brain” of the extrusion process. It is generally divided into three zones:
- Feeding and Conveying Zone: Moves raw pellets or powders from the hopper into the barrel.
- Melting and Plasticizing Zone: Uses kneading blocks to generate friction and shear, melting the polymer.
- Mixing and Homogenizing Zone: Ensures additives, fillers (like glass fiber or calcium carbonate), and pigments are evenly distributed.
The Barrel and Temperature Control
The barrel is often divided into several zones, each with its own heating and cooling system. Precision in temperature control is critical to preventing thermal degradation of sensitive polymers while ensuring enough heat is present for a stable melt.
The Drive System and Torque
High-torque gearboxes are the heart of the machine. Higher torque allows for higher screw speeds and higher filling degrees, which directly correlates to increased throughput without sacrificing quality.
4. Advanced Applications in Modern Manufacturing
The versatility of the co-rotating twin-screw extruder allows it to dominate several high-value sectors:
Polymer Compounding and Alloying
Creating “alloys” (blending two or more polymers) requires intense mixing to ensure the different phases are properly dispersed. Twin-screw systems are the only viable option for high-performance automotive and electronic grade plastics.
Masterbatch Production
Whether it’s color masterbatch or functional additives (UV stabilizers, flame retardants), the dispersive mixing capability ensures that pigments are broken down to their primary particle size, preventing streaks in the final molded product.
Plastic Recycling and Upcycling
With the global push toward a circular economy, twin-screw extruders are being used to process post-consumer waste. They are particularly effective at removing volatiles and odors through vacuum degassing and incorporating reinforcing fillers to “upcycle” low-grade waste into high-value pellets.
5. Strategic Optimization: Boosting Throughput and Quality
To achieve the best results, operators and owners must focus on Process Optimization.
Specific Mechanical Energy (SME)
SME is a crucial metric. It represents the amount of energy (work) put into the material per unit of mass.
- Too high SME: May degrade the polymer chains.
- Too low SME: May result in poor mixing or unmelted particles.
Feeding Strategies
Most co-rotating systems use starve-feeding. By decoupling the screw speed from the feed rate, operators gain an extra degree of freedom to control the shear and residence time, allowing for more precise processing.
Troubleshooting Common Issues
Below is a quick-reference guide for troubleshooting common production hurdles:
| Symptom | Potential Cause | Suggested Optimization |
|---|---|---|
| Surging Output | Inconsistent feeding or low melt pressure | Check feeder calibration; increase screw speed or add a melt pump. |
| Black Specks/Degradation | Dead spots in the screw or excessive heat | Inspect screw elements for wear; reduce barrel temperature in the last zones. |
| Poor Dispersion | Insufficient shear or wrong screw design | Add more kneading blocks or increase the RPM. |
| Excessive Screw Wear | Abrasive fillers (e.g., high glass fiber) | Use hardened, wear-resistant coatings for screws and barrels. |
Table 2: Common extrusion problems and their corresponding solutions. Regular monitoring of these parameters can significantly reduce downtime.
6. Industry Spotlight: Choosing the Right Partner (Matila Industrial)
In the search for high-performance machinery, the manufacturer’s engineering philosophy is as important as the machine’s specs. When looking at global leaders in this space, Matila Industrial has established itself as a pivotal player for companies seeking a balance between precision engineering and long-term durability.
Why Matila’s Twin-Screw Solutions Stand Out
Matila’s series of Twin-Screw Co-Rotary Extrusion Machines are designed with the “User-First” principle. Based on industry observations, their machines address several of the aforementioned pain points through specific innovations:
- High-Torque Gearbox Engineering: Their drive systems are engineered for stability, allowing for high-capacity output while maintaining low noise levels and high energy efficiency.
- Precision Modular Components: Matila offers highly customizable screw configurations and barrel lengths (L/D ratios), ensuring that whether you are processing bio-plastics or high-fill compounds, the machine is perfectly tuned to the material.
- Intuitive Control Systems: For procurement managers worried about the “skill gap” in the workforce, Matila integrates user-friendly PLC interfaces that make monitoring SME and temperature profiles straightforward.
By focusing on the synergy between the screw geometry and the drive system, companies like Matila help manufacturers minimize the “Total Cost of Ownership” (TCO)—a metric far more important than the initial purchase price.
7. Procurement Guide: What to Look for in a Twin-Screw Extruder
If you are currently in the market for a new line, consider these four pillars:
- Material Compatibility: Does the manufacturer offer specialized alloys for screws (e.g., HIP-PM) if you are running corrosive or abrasive materials?
- Scalability: Can the pilot-scale results be easily translated to production-scale machines?
- Local Technical Support: Extrusion is a complex process. Having access to fast spare parts and technical expertise is non-negotiable for minimizing downtime.
- Energy Efficiency: Look for machines with high-efficiency motors (IE3/IE4) and optimized barrel insulation.
8. FAQ: Answering Your Critical Questions
Q1: What is the difference between co-rotating and counter-rotating twin-screw extruders?
- Co-rotating: Screws turn in the same direction. Best for mixing, compounding, and high-speed production. It has a high self-wiping capability.
- Counter-rotating: Screws turn in opposite directions. Best for processing PVC or materials that require high pressure and low shear.
Q2: How often should I replace the screw elements?
- This depends entirely on the abrasiveness of your material. For standard PP/PE, screws can last years. For materials with 30%+ glass fiber, you should inspect for wear every 6 months. A loss of 10% in throughput usually indicates it’s time for a replacement.
Q3: Can a twin-screw extruder handle 100% recycled plastic?
- Yes. In fact, they are superior to single-screw extruders for recycling because they can handle “mixed” fractions and use multi-stage vacuum degassing to remove impurities and odors effectively.
Q4: Is it better to have a longer barrel (High L/D ratio)?
- Not necessarily. A higher L/D ratio (e.g., 44:1 or 48:1) provides more space for multiple feeding and venting ports, which is great for complex compounding. However, for simple masterbatches, a 32:1 or 36:1 ratio might be more energy-efficient and cost-effective.
Q5: How can I reduce energy consumption in my extrusion line?
- Ensure your heaters are well-insulated, use AC frequency-controlled motors, and optimize your screw design to rely more on mechanical shear for melting rather than external electrical heating.
9. Conclusion: The Path to Extrusion Excellence
The co-rotating twin-screw extruder is more than just a piece of equipment; it is the heart of a profitable plastic manufacturing operation. By focusing on the principles of modularity, self-wiping efficiency, and strategic optimization, businesses can overcome the hurdles of quality inconsistency and high operational costs.
As the industry moves toward more complex materials and more stringent environmental regulations, partnering with an experienced manufacturer becomes a critical success factor. Companies that invest in high-quality machinery—such as the robust and efficient systems provided by Matila Industrial—position themselves to lead the market in both innovation and sustainability.
In the end, the goal is simple: maximum quality at the lowest possible cost per kilogram. With the right knowledge and the right tools, that goal is well within reach.
Research Sources and References
- Principles of Twin-Screw Extrusion – ScienceDirect
- The Evolution of Co-Rotating Twin-Screw Extruders – Plastics Technology
- Compounding & Extrusion Trends Report 2024
- Optimizing the Extrusion Process for Recycled Polymers – Waste Management Journal
- Matila Industrial Product Catalog: Twin-Screw Co-Rotary Extrusion Machines